
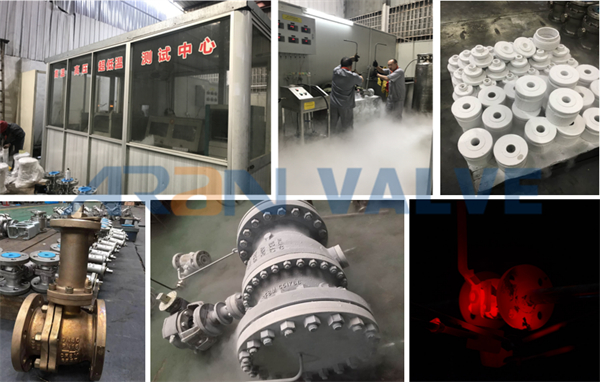
Equipos de calidad y proceso de control de calidad.
Todas las válvulas se ejecutan mediante un buen sistema de control de calidad, herramientas de inspección confiables y trabajadores de control de calidad bien capacitados. ARAN mantiene la calidad como lo más importante para nuestros clientes.
ARAN tiene su propio departamento de pruebas interno y también un laboratorio externo autorizado para controles de calidad especiales; todas las inspecciones y pruebas son realizadas por personal calificado y con experiencia.
La instalación interna de equipos de control de calidad, que se utiliza para pruebas de impacto, pruebas de dureza, pruebas de tracción, composición química y laboratorio de propiedades mecánicas, etc.
Al ordenar elPlan de Control de Calidad (QCP) y Inspección yInspecciónSe puede emitir un plan de prueba (ITP) para la aprobación del cliente. antes de la producción.
1. Control de la materia prima de la válvula: inspección visual y dimensional, PMI, espesor de pared, prueba de impacto si se solicita, NDE como PT,UT,MT,RT.
2. Inspección del proceso de la máquina de los componentes de la válvula: verificación de dimensiones, verificación de la superficie mecanizada y del material de las piezas, solicitud especial como prueba NDE mediante solicitud de pedido.
3. Conjunto de válvulas e inspección de rendimiento: Cada pieza de la válvula se somete a pruebas hidráulicas y de aire para inspección de rendimiento de acuerdo con la solicitud estándar del pedido, solicitud especial como prueba PAT mediante solicitud de pedido.
4. Pintura de válvulas, embalaje y entrega.Solicitud especial como inspección por parte de terceros mediante solicitud de pedido.
Proceso de Control General de Calidad
Control de materia prima de válvulas: inspección visual y dimensional, verificación de materiales, PMI, espesor de pared, prueba de impacto si se solicita, NDE.



Inspección del proceso de la máquina de componentes de válvulas: verificación de dimensiones, verificación de la superficie mecanizada y del material de las piezas, solicitud especial como prueba NDE mediante solicitud de pedido.


Conjunto de válvulas e inspección de rendimiento: Cada pieza de la válvula se somete a pruebas hidráulicas y de aire para inspeccionar el rendimiento de acuerdo con la solicitud estándar del pedido.



Pintura de válvulas, embalaje y entrega.



Solicitud de Control de Calidad Especial
Informe de prueba de materiales en un laboratorio de terceros.
- Prueba mecánica y de impacto.
- Verificación del análisis químico.
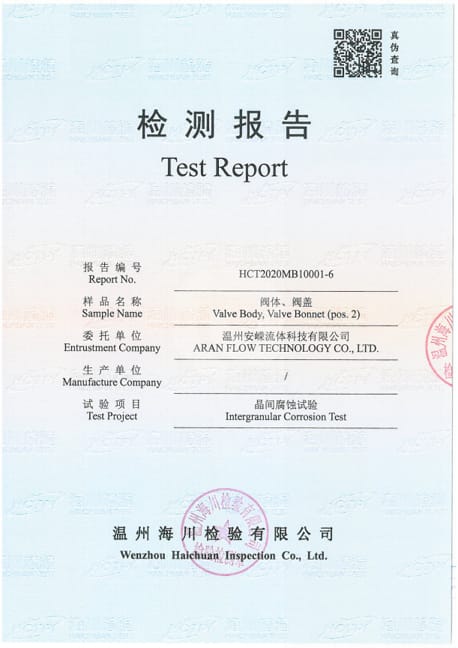
- Prueba de corrosión
- control de ferrita
- Prueba de craqueo inducido por hidrógeno (HIC)
- Prueba de fisuración por corrosión bajo tensión de sulfuro
Prueba no destructiva (NDE, NDT)
El desempeño de VT, PMI, UT, PT puede ser realizado internamente y por terceros realizando UT, PT, MT, RT y dureza, e incluye el nivel de calificación del material que se realizará de acuerdo.a las necesidades del pedido del cliente.
- VT (Prueba visual)
- PMI (Identificación positiva de materiales)
- UT (prueba ultrasónica)
- PT (prueba de penetración)
- MT (Prueba de partículas magnéticas)
- RT (prueba de rayos X)
- Examen de dureza




Prueba de presión y funcionamiento
Estándares de prueba como API 598, API 6D, ISO 5208, EN12266-1, GOST 9544, etc.
- Prueba funcional/prueba de valor de torsión
- Prueba hidráulica/prueba de aire
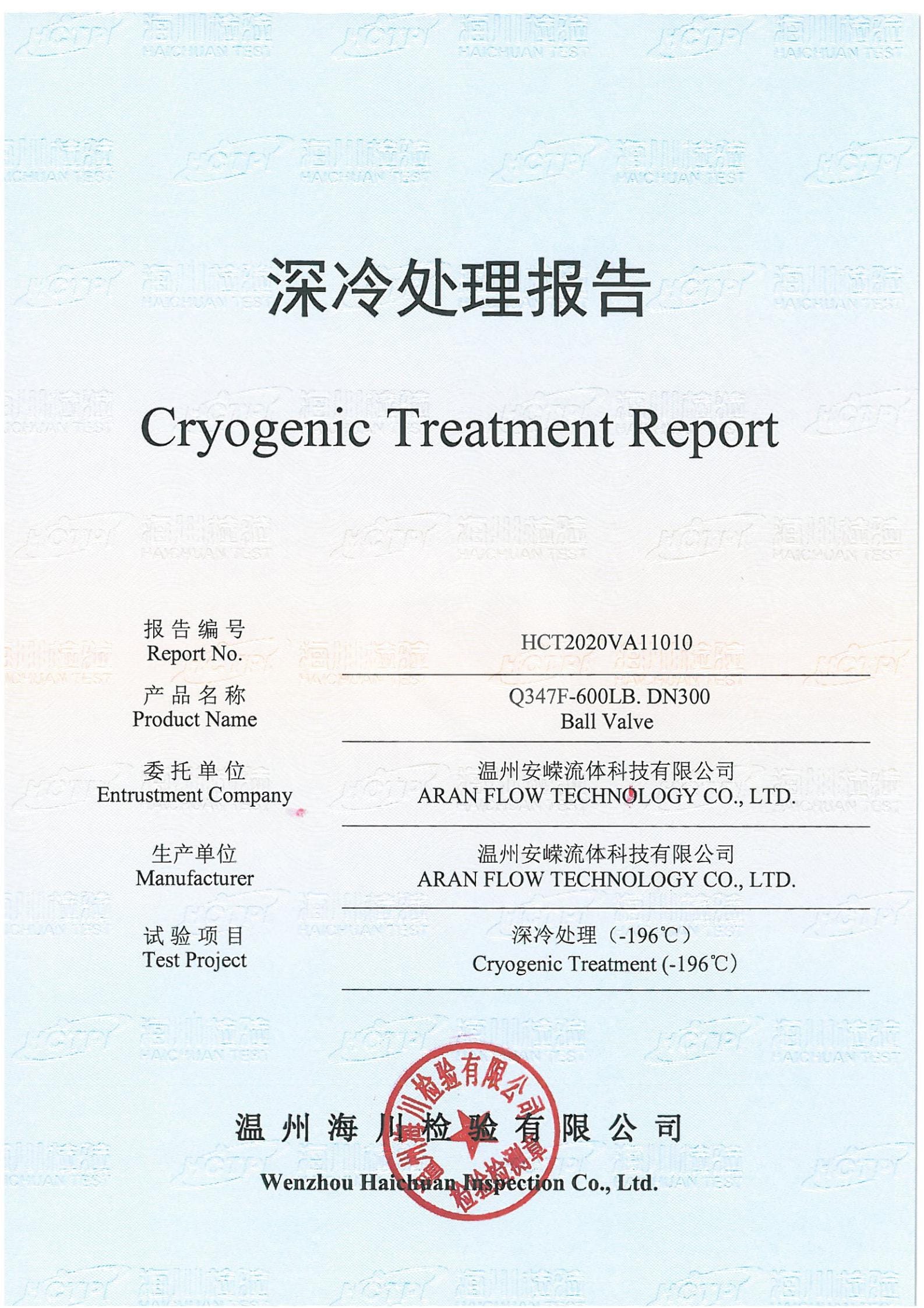
- Prueba de gas criogénico de helio a baja temperatura -196°C
- Prueba de alta temperatura 600°C
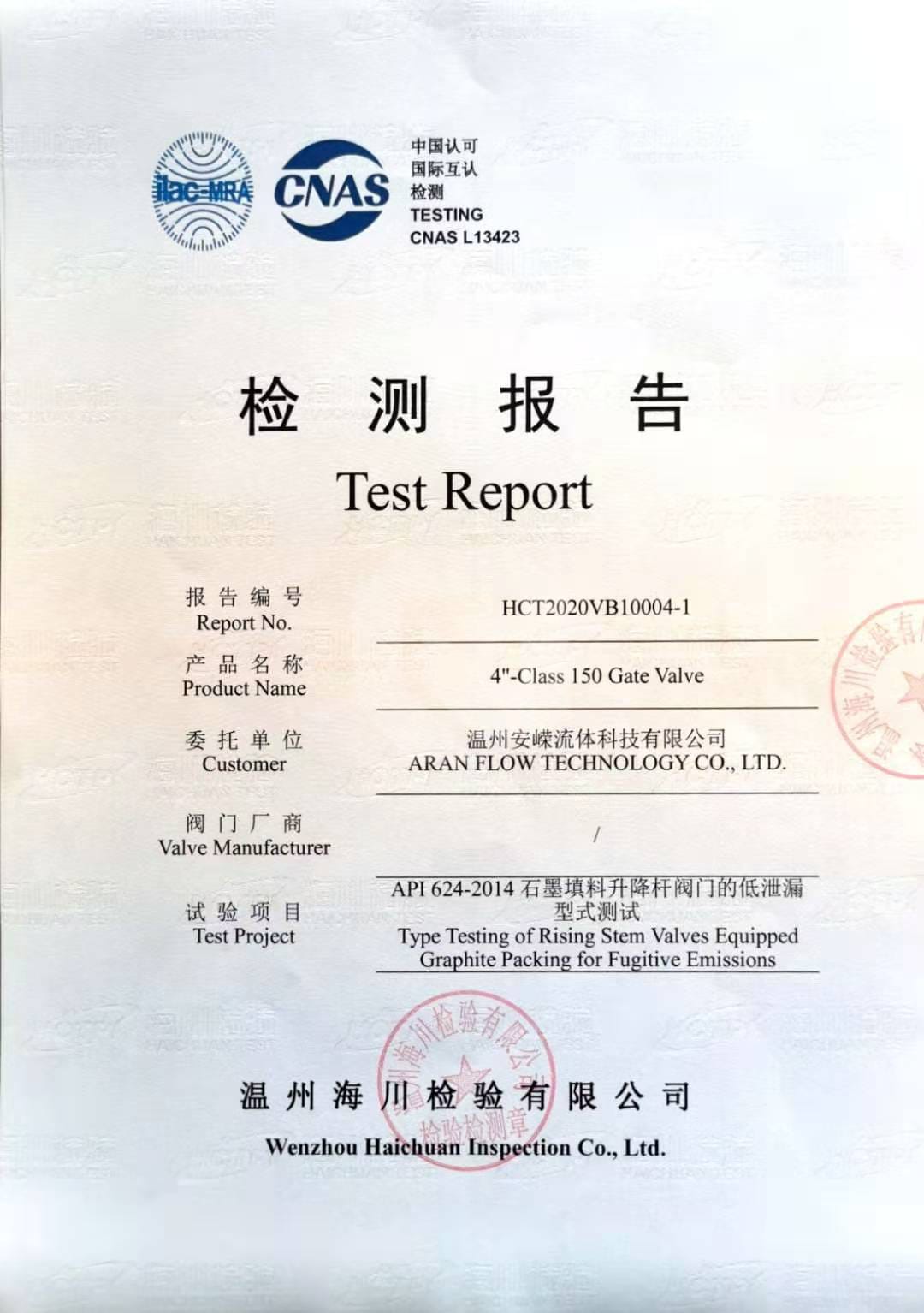
- Prueba de emisiones fugitivas 15848-1 o 15848-2
- Prueba de seguridad contra incendios
- Prueba FAT (prueba de aceptación de fábrica)
- Prueba PAT (prueba de aceptación del producto)
Prueba de baja temperatura: las instalaciones del laboratorio de baja y alta temperatura para realizar pruebas de baja o alta temperatura de acuerdo con los requisitos del pedido.La prueba expone la válvula a una prueba criogénica de baja temperatura -196 ℃ o alta temperatura -538 ℃